The world of plastic injection molding is evolving. The choice of creating a wide range of plastic products with varying sizes, shapes and design complexity makes it a very useful technique.
While the entire process is short and almost completely automated, there are some popular plastic injection molding terms that everyone in the industry should be aware of. As designers, manufacturers or buyers, these are the terms that you will frequently come across when discussing plastic injection molding:
1. Plastic Resins:
Resin is one of the most commonly used plastic injection molding terms. The raw materials (plastic polymers) used in the process are known as plastic resins. There are hundreds of resins available in the market. With different properties and features like hardness, flexibility, weight, impact strength, tensile strength, elasticity, chemical resistance, heat deflection, water absorption, each resin has its applicability for individual plastic products.
Additionally, plastic resins also vary in terms of cost. Choosing the ideal resin or a mixture of resins for a particular product requires expertise. Some of the most commonly used resins for plastic injection molding are:
- Acrylonitrile Butadiene Styrene (ABS)
- Low Density Polyethylene (LDPE) and High Density Polyethylene (HDPE)
- Polycarbonate (PC)
- Polyamide (Nylon)
- High Impact Polystyrene (HIPS)
- Polypropylene (PP)
- Acrylic (PMMA)
- Polyetheretherketone (PEEK)
- Acetal/ Polyoxymethylene (POM)
- Thermoplastic Polyurethane (TPU)
2. Colorant:
These are coloring or pigmentation components that are available in pelletized form or as liquids. The colorants are mixed with plastic resins to create the desired shade for a product. Specific color concentrates are developed using automated machines through a color matching process.
Different colors/shades are marked with different numbers which give the engineers an idea of the desired hue while creating the mix. Additionally, it is also important to carefully select the polymers being used before formulating the color concentrate.
3. Mold:
You can’t go through a list of plastic injection molding terms without discussing molds. Molds are hollow shapes in which plastic resins are injected to create the desired part. Molds are commonly made out of stainless steel.
Designing of molds is often critical since the accuracy of the mold determines the precision of the product created. Molds are hence significantly expensive to design and create.

Computer aided designs (CAD) are used to create molds that have tight tolerance and high levels of precision in order for them to last for several years of production.
4. Mold Cavity:
The hole or cavity within the mold designed in the shape of the final plastic part is known as the mold cavity. This is the space where a plastic resin is injected. The higher the level of cavitation in the mold, the more is the productivity rate.
Molders/manufacturers often prefer creating one mold per part rather than creating a common mold with different cavities for each part to get higher accuracy in final products.
5. Fillers:
Fillers are substances that are added to the resins during the plastic injection molding process to enhance the properties of the material.
Sometimes, the requirements of a product are difficult to meet with the properties exhibited by the chosen resins. In such instances, fillers are added to supplement the properties of the polymers being used.
Various commonly used fillers include silica, mica, glass, clay, calcium carbonate, alumina trihydrate, etc.
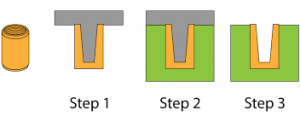
6. Insert Molding:
Let’s dive a little further into the key plastic injection molding terms that are popular in the industry. We’ve learned about molds in the previous section.
Insert molding involves injecting the plastic resin in a mold that contains a metal insert placed within. The process results in a single molded plastic part with a metal insert surrounded by plastic.
In some instances, inserts can also be made out of plastics with different properties than the resin being injected.
Various applications of insert molding include usage in threaded fasteners, filters, insert molded couplings, etc. the process of insert molding is the latest in terms of technology and is highly suitable for heavy machinery and various industrial applications.
7. Precision Injection Molding:
Precision injection molding is the process of molding plastic parts with a high level of accuracy and tolerance. The focus of this technique is to produce parts with zero defects.

The process of precision molding is used to produce various products that require a high level of accuracy, considering their usage. The technique has specifically revolutionized the world of optical lenses.
Plastics are now being preferred to manufacture lenses (instead of glasses which are delicate and hard to make. Precision injection molding helps in the development of accurate optical lenses for varying diffractive needs.
8. CAD, CAM:
Computer Aided Design (CAD) and Computer Aided Machines (CAM) are sophisticated design s and analysis tools used for designing of molds, preparation of resin mixtures and in other aspects of plastic injection molding.

9. Wall Thickness:
Wall thickness of the mold is an important aspect that determines the quality as well as the cost of a part. While different plastic parts need different wall thickness, it is always advisable to create thin walls (as thin as possible). Needless to say, the wall thickness needs to take into account the design, size and structural requirements of the part.
Additionally, wall thickness also depends on the type of resin being used and the flow behavior of the polymer. Uniform flowing resins are considered ideal and work great with thin walls that yield parts having more precision.
Another important aspect that manufacturers need to focus on is to have uniformity is wall thickness all through the mold. Variations on the thickness can create different flow speed causing air bubbles, unequal filling, etc.
10. Flash:
Flash, also commonly known as Burrs, is a defect that occurs when some part of the molten resin finds ways to escape the mold cavity. Common escape routes occur along the ejector pin but flashes can also happen as a result of over injection, high injection speed, or degraded molds.
In some cases, burrs can also be a result of high mold temperature.
11. Runner System:
Runner system is the channel through which the liquid resin flows to the mold cavities. Runner systems are commonly categoris\zed as:
- Hot runner system
- Cold runner system
Each of the above technologies is used for different productions. Depending on the application and the final product to be produced, one of the above is chosen by the plastic injection specialist.
Irrespective of the technology needed for a product, a thorough understanding of “Runner system” as a critical plastic injection molding term is required for creating precise parts for unique applications.
12. Hydraulic Injection Molding:
This is the earliest developed type of injection molding techniques. The technique uses liquids, called hydraulic oil (placed inside the hydraulic motor) used for creating pressure for the purpose of injection molding.
Hydraulic injection molding processes are still popular because of their low maintenance cost and the ease of the process. However, the process often shows up issues like leakage of hydraulic oil inside the plastic, which results in defects and irregularities.
13. Electric Injection Molding:
The defects and efficiency issues resulting from hydraulic injection molding was the reason for the invention of electric plastic injection molding term and technique. Introduced in Japan in 1980, the technique is a great substitute for hydraulic injection molding.
Electric injection molding uses high-speed servo motors which makes the machine less bulky, more cost-efficient, and offers high-speed production.
14. Hybrid Injection Molding:
Another popular injection molding term is hybrid technology. The technology is a mix of both hydraulic and electrical injection molding. The technique offers the benefits of both the above technologies. Additionally, it offers a high level of flexibility and energy saving options.
Further, hybrid injection molding provides more accuracy and is great for parts that need complex designs.
15. End of Arm Tooling:
End of Arm Tooling is a very important plastic injection molding term. Automated robotic systems like End of Arm Tooling are an important part of plastic injection molding. EOAT is the end equipment that comes in contact with plastic parts, hence placed at the end of the robotic arm.
These include grippers, welding torch (on the robotic welding system), force torque sensors, tool changers, etc.
CAD drawings are used to build the parts of EOAT. EOAT is equipped with sensors to find problems in finished products
16. Tonnage:
Tonnage refers to the clamping pressure offered by a machine. Pressers used in the plastic injection molding industries are hence classified based on the tonnage that they offer. Tonnage can range from 5 tons to 4000 tons and even higher.
The pressure from the machines is required to keep the mold closed during the resin injection process.
Tonnage requirement is dependent on factors like resin being used, the size of the mold, and the type of machine being used.
17. Hopper:
Hopper is a very commonly used plastic injection molding term that you’ll come across in a manufacturing unit. Hoppers are the storage units used to keep the plastic resins before they are used for molding.
Based on the type of resin being used, different units are added to the hopper to keep the properties of the resin intact until it comes to use. Resins like Nylon and ABS, for example, use a dryer unit to keep out the moisture from the plastic resin.
Small magnets are also sometimes placed in the hopper to prevent any magnetic impurities from entering inside the hopper.
18. Barrel:
Hoppers usually have plastic resins in granular form. However, for the purpose of injection molding, it is required to convert the material into melted form. The plastic pellets are hence transferred from hopper to the barrel where they are melted and then injected into the mold.
19. Injection Molding Defects:
Various errors can come up during the process of plastic injection molding. Errors or defects may happen due to the type of material, technique, defects in molds or other reasons.
Defects in the produced parts do not just create quality issues but are also very costly for a business. Hence, it is very important to understand the possible defects to ensure that the final products come out within acceptable standards.
Some common injection molding defects include:
- Flow lines or Flow marks
- Burn Marks
- Warping
- Vacuum voids or air pockets
- Sink marks
- Weld lines
- Jetting
- Discoloration
- Surface delamination
- Short Shot
- Flash
- Silver Streaking
20. Co-injection Molding:
In the modern world of plastic products manufacturing, co injection molding term is a frequently used one. It is defined as the sequential or concurrent use of two different polymers during the injection molding process.
The polymers chosen for co-injection molding are compatible and melt together into the mold cavity.
The process molds plastic parts with an outer covering made out of different plastics. The technique is used in multiple applications like food packaging, medical parts, etc.
The aforementioned plastic injection molding terms are some of the most commonly used ones in the industry. However, the world of plastic injection molding has seen a lot of changes in the past few decades. New techniques are being introduced every year. Plastic parts with unmatched accuracy can now be produced using these techniques.
